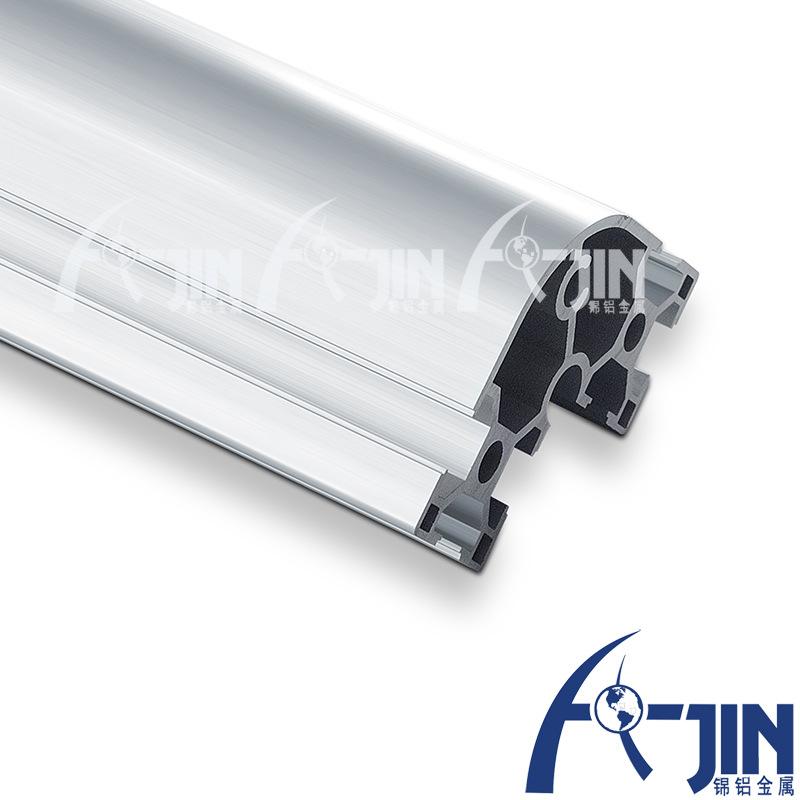
鋁材擠壓模具塞模堵模是較為常見的一種現(xiàn)象����,如何預(yù)防堵模�����,減少堵模發(fā)作和因堵模而產(chǎn)生的模具�����,設(shè)備���,人身危害?并正確采集到型資料頭和樣品����,控制不良品(試模)在消費(fèi)中的現(xiàn)場正確細(xì)致材料����,便于模具修正���。是毎個一線操作工人必需要認(rèn)真看待的����!
?�。▓D:擠壓成型的鋁型材)
鋁材擠壓堵模特征:
堵模指鋁基體在工作帶或空刀處卡死的一種現(xiàn)象��,堵模過程及之后擠壓力即上升到高位狀態(tài)���,有時也以空刀外形被擠壓出來�����。堵模后不能正確反映型材真實情況��,必需修正����。
堵模緣由分類:
堵模緣由眾多,而模具流速不均和擠壓操作是主要的二種現(xiàn)象��。其它狀況發(fā)作概率很少����,有的或一句話就能說分明,希望寫到詳細(xì)內(nèi)容太少時不要說我吝嗇��。
1:模具緣由惹起的堵模
2:擠壓操作緣由惹起的堵模
3:工裝具緣由惹起的堵模
4:設(shè)備緣由惹起的堵模
5:異物壓入惹起的堵模
6:溫度緣由惹起的堵模
7:速度緣由惹起的堵模
9:其它缺陷(氣泡����,撕裂,材質(zhì)����,中心位置����,激烈縮尾,激烈強(qiáng)變�����,過燒等)緣由惹起的堵模
?����。▓D2:鋁型材模具)
真實塞模堵模案例:
有一套擠壓模具,采用1800噸機(jī)φ184擠壓筒��,鋁型材一側(cè)帶40*40mm腔��,壁厚為2.5mm���,與其銜接的是一條0.8mm壁厚的圓弧臂延伸到另一側(cè)�����,型材外徑總長210mm���,懸臂徑長170mm,圓弧長則更大����,米重1.5左右,再大再小的機(jī)臺都不能消費(fèi)���,必需在φ184筒上消費(fèi)��,屬擴(kuò)展模��。
由于兩側(cè)壁厚實相差懸殊�����,薄壁圓弧局部必需先收工作帶���,且遠(yuǎn)端擴(kuò)展局部薄壁必需先出�����。出得慢折皺在工作帶里����,出得快向厚實處彎曲把料頭包裹住10次能堵模7次左右����。
后采取薄壁出來將彎曲時卸下鏟平再上機(jī)(留意棒要短溫度要高換卸模時間要緊湊),連續(xù)2-3次��,堵模次數(shù)減少到十之一二��。
還有一個擠壓模具���,鋁型材外徑80*80mm��,外壁有4mm����,內(nèi)徑2.5mm��,內(nèi)有各種外形大小公頭12個��,中間公頭又特別小����,上機(jī)后一些公頭即被壓偏以至斷裂,繼而堵模�����,堵后不及時停機(jī)���,公頭斷出更多���。此套模具為客戶配套一次性模, 2噸多鋁型材的量���,客戶提供3套模具款���。鋁材消費(fèi)了2個月���,擠壓模具廢了N套,也沒消費(fèi)出幾支合格的料來��,擠壓模具全部因堵模損壞����。
采取處理方法:
1.中間部位工作帶整體減短以降低阻力;
2.空刀及引流槽全部打潤滑以減少粘連降低摩擦���;
3.公頭柱臺降低以減少碰撞和搖晃����;
4.高溫慢速上壓����,待鋁將收工作帶時卸模,在中間局部?���?盏秲?nèi)涂上石墨光滑油后再慢速上壓�����,擠出的型材墊好底板導(dǎo)引好直度,不晃動��。用2套模把2噸多型材消費(fèi)完���,只是中間筋厚薄有點偏向����,客戶承受����,完成任務(wù)。
鋁型材外形越復(fù)雜����,闡明鋁材消費(fèi)難度越高,越要留意流速上的不均���。此種擠壓模具宜采用高溫慢速擠壓辦法����,以完成為較高準(zhǔn)繩����,而不是搶速度搶產(chǎn)量��。
本文標(biāo)簽:鋁型材 鋁材擠壓 鋁型材模具 擠壓模具 堵模 塞模