銷售專線: 18616120919
免費熱線:021-67723455

- 首 頁
-
產(chǎn)品中心
相關(guān)產(chǎn)品與應(yīng)用
- 技術(shù)支持
- 關(guān)于我們
- 聯(lián)系我們
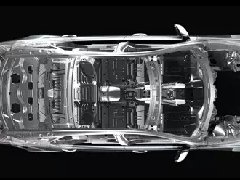
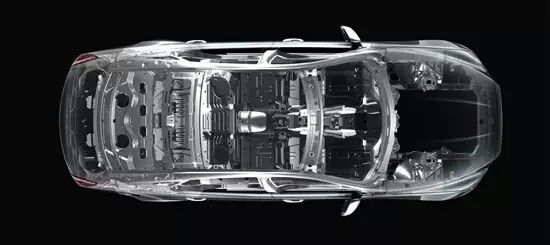
鋁:“會飛的金屬”——特斯拉全鋁車身揭秘




地 ?址:上海松江區(qū)永豐都市工業(yè)園區(qū)玉佳西路66號
電 ?話:+86-21-67723455 轉(zhuǎn) 0
傳 ?真:+86-21-67723477?
服務(wù)投訴監(jiān)督電話:18616120919